| Description |
Length |
| .256″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .310″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .318″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .324″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .383″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .402″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .404″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .443″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .447″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .507″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .508″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .510″ DIA. CG +.002-000 DC53 Punch Stock |
10-12 ft |
| .522″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
| 1.010″ DIA CG +.002-000 DC53 Punch Stock |
10-12 ft |
DC53 is a general purpose cold work tool steel with exceptional Toughness, Wear Resistance, Compressive Strength and Temper Resistance. Applications include:
- Punches & dies
- Draw & forum dies
- Shear blades
- Shredder knives
- Thread & form rolls
- Cold heading dies
- Mill rolls & slitters
Features
- Uniform distribution of fine carbides
- Excellent galling & wear resistance
- Exceptional toughness & fatigue resistance
- High temper resistance to support PVD & nitride surface treatments
- Machining & grinding characteristics superior to most other tool steels
- Rounds 1/4″ to 20″
- Flats 1/2″ to 12″ thick in widths up to 24″
These properties are obtained through its chemistry as well as its unique manufacturing processes of ladle refinement, vacuum degassing and forging methods. DC53 also has excellent machining characteristics and is well suited as a sub-straight for PVD surface treatments. DC53 can also be hot process CVD and TD (Thermal Diffusion) coated however post heat treat is generally recommended.
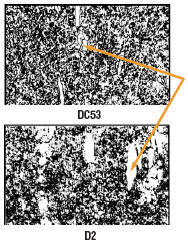
Primary CarbidesPrimary carbides in DC53 are relatively small with highly uniform distribution as compared to other tool steel grades such as D2. This helps to provide DC53 with it’s superior toughness, and fatigue resistances.